 English
English Español
Español
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
Zhongsheng
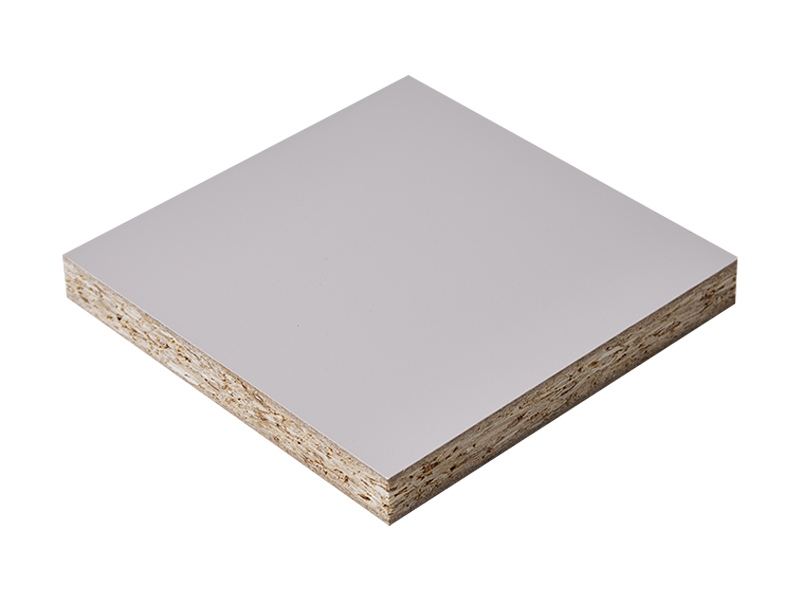
Muchos láminas decorativas para muebles consta de tres capas principales: una capa de soporte, una capa de impresión decorativa y una superposición transparente. La capa de soporte, normalmente impregnada con resina fenólica, se une al sustrato. La capa intermedia presenta patrones impresos —grano de madera, textura de piedra o colores sólidos— sobre papel o papel de aluminio. La capa superior contiene melamina o resina acrílica, lo que proporciona resistencia a los rayones y las manchas.
Los tipos de materiales comunes incluyen:
Papel impregnado de melamina: Ampliamente utilizado para laminados de baja presión (LPL) y laminados de alta presión (HPL). El peso del papel oscila entre 30 g/m² y 120 g/m², y los papeles más pesados ofrecen una mejor opacidad.
Película de cloruro de polivinilo (PVC): Lámina termoplástica aplicada mediante prensado al vacío o adhesivo. El espesor varía entre 0,1 mm y 0,6 mm.
Película de polipropileno (PP): una alternativa no clorada al PVC, ganando popularidad por su menor impacto ambiental.
Láminas de chapa de madera: Madera natural cortada en rodajas de 0,3–0,6 mm de espesor, a menudo respaldada con papel o vellón.
Características de rendimiento mecánico y químico
La siguiente tabla resume los indicadores clave de rendimiento para tres tipos comunes de láminas decorativas según las normas nacionales europeas y chinas (EN 14322, GB/T 15102-2017):
|
Propiedad |
Hoja de melamina (LPL) |
Película de PVC |
Chapa de madera (con revestimiento) |
|
Resistencia a la abrasión (ciclos, prueba de Taber) |
400–2000 |
200–600 |
100–300 |
|
Resistencia al rayado (N) |
1,5–3,0 |
0,8–1,5 |
0,5–1,0 |
|
Resistencia a las manchas (café, vino tinto) |
No hay cambios visibles después de 24h |
Ligera absorción posible |
Puede requerir sellado |
|
Resistencia al calor (°C, continua) |
Hasta 180 |
60–70 |
80–100 (con laca) |
|
Hinchazón por humedad (24 h, 23 ° C, 85 % HR) |
0,5–2,0% |
0,2–0,8% |
3–8% (bordes sin sellar) |
|
Emisión de formaldehído (mg/L, método del perforador) |
≤0,5 (calificación E0/E1) |
No aplicable |
≤0,5 (si está pegado) |
Procesos Productivos y Puntos de Control de Calidad
La fabricación de láminas decorativas implica varios pasos secuenciales, cada uno de los cuales afecta la consistencia del producto final.
Proceso de línea de impregnación (para láminas de melamina):
Los rollos de papel se desenrollan a través de un baño de resina (viscosidad controlada a 80–150 mPas)
Los rodillos de compresión eliminan el exceso de resina, logrando una absorción de resina del 45–65% por peso del papel
El horno de secado (120–160°C) cura parcialmente la resina a la etapa B
Los rodillos de enfriamiento reducen la temperatura de la lámina a 40–50°C antes de rebobinarla
Parámetros críticos de calidad a monitorear:
Uniformidad de penetración de la resina: medida mediante microscopía de sección transversal
Contenido volátil: normalmente 5–7% después del secado; las desviaciones provocan ampollas durante el prensado
Fluidez: La resina debe extenderse uniformemente durante el prensado en caliente sin sangrar los bordes
Para las películas de PVC, la temperatura de calandrado (140–180°C) y la velocidad de enfriamiento determinan la tolerancia de espesor. La variación aceptable es ±0,02 mm para una película de 0,3 mm. El brillo de la superficie se mide en un ángulo de 60°, con valores comunes entre 10 (mate) y 90 (alto brillo).
Defectos comunes:
Efecto de cáscara de naranja: Causado por un flujo inadecuado de resina o una presión de prensado inferior a 25 kg/cm²
Blanqueamiento en curvas: se produce cuando la película de PVC se estira más allá del 15 % de alargamiento
Desalineación de la impresión: error de registro superior a 0,5 mm por metro de longitud de hoja
¿Cómo seleccionar la lámina decorativa adecuada para aplicaciones específicas de muebles?
La selección depende de tres factores principales: demandas mecánicas, requisitos estéticos y limitaciones presupuestarias.
Para superficies horizontales de uso intensivo (escritorios, mesas de comedor, encimeras):
Recomendado: HPL o láminas gruesas de melamina (peso base del papel 0,7–1,0 mm)
Resistencia mínima a la abrasión: 800 ciclos (Taber)
Se requiere sellado de bordes: ABS o banda de borde láser, 2–3 mm de espesor
Para superficies interiores verticales (puertas de gabinetes, paneles de pared, frentes de armarios):
Recomendado: melamina LPL (0,3–0,5 mm) o película de PVC (0,3–0,4 mm)
Resistencia a la abrasión aceptable: 200–400 ciclos
La envoltura de perfiles es posible con películas termoformables
Para muebles curvos o perfilados (bordes de mesa redondeados, paneles arqueados):
Recomendado: película de PVC o PP, láminas de melamina termoformables (grado especial)
Radio de flexión mínimo: 3–5 veces el espesor de la lámina para melamina; 1–2 veces para PVC
Evite los laminados gruesos a base de papel, ya que pueden agrietarse en radios estrechos
Para ambientes con alta humedad (vanidades de baño, gabinetes de cocina cerca del fregadero):
Recomendado: Película de PVC o melamina resistente a la humedad con bordes sellados
Requerido: Prueba de absorción de agua de 48 h por debajo del 5% (EN 317)
Evite las chapas de madera sin revestimiento o los sustratos de tableros de partículas estándar





